1, 양극 처리 된 및 분말 코팅 된 알루미늄은 노화 처리를 위해 동일한 노내에 배치 된 동일한 알루미늄 합금의 재료, 두께, 크기, 경도 요구 사항, 성능 요건에 따라 가능한 한 멀리하십시오. 알루미늄의 노후화는 엄격하게 가동을위한 노후화 과정에 대응하는 용광로 단면도에 엄격히 따라야하고, 바꾸기 위하여 허용되지 않으며, 형식적이지 않아야한다.
2, 점화 가열, 노 온도 오차, 용광로 온도 상승, 절연 제를 관찰하고, 도어 리프트의 안전 및 밀봉에주의를 기울여 냉각수 작동을 순환하는 순환 팬을 관찰하는 데주의하십시오.
3, 고온 연소 환경, 기름, 가스 누설, 환기에주의를 기울이십시오, 안전에주의하십시오.
4, 리프팅로드 및 언 로딩 프레임 낙하, 트래픽 및 자재 프레임에주의를 기울여야합니다.
5, 양극 처리하고 분말 코팅 알루미늄 보일러 엄격히 좌초 인원을 금지하고, 노 작업을 입력해야합니다 적절한 보호를해야하며, 어른이 보호 관찰해야합니다. 연소로 및 폭발성 물질을 방지하기위한 가열로는 베이킹, 가열, 수면 및 기타 비생산적 사용을 엄격히 금지합니다.
6, 프로필의 다른 처리 요구 사항을 기대할 수없고 상자는 프로세스 카드 (제조 소환장)와 함께 사후 처리 요구 사항을 기반으로 생산 부문으로 이전되었습니다. 진실로 검증을 위해 기록 양식의 과정을 수행하십시오. 근무 교실은 근무 상황을 설명해야합니다.
알루마이트 및 분말 코팅 알루미늄의 압출 속도는 일반적으로 다이 오리피스 외부의 금속 속도로 표시됩니다. 압출 속도의 영향이 클수록 길이 방향의 온도 분포가 작아지고, 폭이 작은 방향의 온도 분포는 무시된다. 길이 방향의 온도 분포의 변화는 상이한 압출 속도의 조건 하에서 논의된다. 즉, 압출 된 프로파일의 길이 방향의 상부 표면이 연구 표면으로 간주된다. 다른 매개 변수가 동일하다면, 상부 표면의 상부 표면상의 압력 프로파일의 온도 프로파일의 온도 분포는 10, 20, 30, 40, 50 및 60 시간의 압출 속도 (mm / s ).
해석 결과, 압출 속도가 커짐에 따라 압출 형 프로파일의 양단부의 온도차가 작아지고, 압출 속도 10mm / s에서 온도 변화가 40mm / s 이하인 것을 알 수있다. In 다시 말하면, 양극 처리 된 및 분말 코팅 된 알루미늄 압출 된 프로파일의 종 방향의 온도 분포는 압출 속도가 증가함에 따라 증가하지만, 40 mm / s로 증가하면 종 방향의 온도 장에 대한 영향은 작아진다. 압출 속도가 임계 값보다 작 으면 평평한 알루미늄 압출 프로파일의 수냉 온도 필드에서 압출 속도가 임계 값이며, 임계 값은 40mm / s이며,이 필드의 영향은 임계 값이라고 할 수 있습니다 더 크지 만 압출 속도가 임계 값보다 크면 온도 필드에 미치는 영향이 점점 작아지고 있습니다.
(1) 커튼 월 및 알루미늄 합금 구성 요소가 수평 및 수직, 높이가 올 바르며, 표면이 기계적 손상 (예 : 긁힘, 긁힘, 들여 쓰기)을 허용하지 않으며 결함 (예 : 얼룩, 얼룩, 줄무늬 대기) .
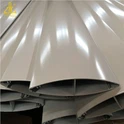
(2) 알루마이트 및 분말 코팅 된 알루미늄 모든 노출 된 금속 부품 (압력판)은 어떤 각도에서도 평평한 모양이어야하며, 작은 변형, 잔물결, 패스너 홈 또는 눈에 띄는 것을 허용하지 않아야합니다.
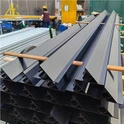
(3) 용접 후 Corbel 철 및 T 형 홈은 고정되어야하며 콘크리트 접촉면 틈새의 주요 구조는 1mm를 넘지 않아야하며 아연 도금 강판 플러그가 있어야한다. Corbel 철과 커튼 벽의 연결 패드 좋은 충격 패드해야합니다. 철강 용접, 양극 산화 처리 및 분말 코팅 알루미늄의 건설 현장 용접은 현장에서 2 개의 녹 방지 페인트로 페인트해야합니다.
(4) 석공 술, 금속 표면과 닦거나 콘크리트 표면 접촉, 아스팔트 페인트, 100um 이상의 두께를 그려야합니다.
(5) 유리 설치, 가장자리와 특수 뼈가 간격을 유지해야하므로 위쪽, 아래쪽, 왼쪽 및 오른쪽이 보장됩니다. 동시에, 유리의 오염을 막기 위해, 특히 코팅의 측면은 코팅 형성이 벗겨지는 것을 방지하기 위해 특히주의해야합니다. 설치된 유리 표면은 전체가되어야하며 뒤틀 리지 않도록해야합니다.
(6) 고무 스트립과 함침 스트립은 밀도가 높고, 포괄적이어야하며, 인터페이스의 두 개의 고무 스트립은 밀봉 제를 단단히 채워야합니다. 플라스틱 도장, 양극 산화 처리 한과 분말 입히는 알루미늄 그것을 전체로, 균일하게 짜내어야하고, 외관은 매끄럽고 매끄러 워야한다.
(7) 화재, 단열 미네랄 울 소재, 꽉 채우기, 누락되지 않는 레이어.