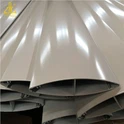
알루미늄 합금 표면 인발 공정
알루미늄 합금 표면은 장식, 직선, 카오스 라인, 스레드, 골판지 및 소용돌이 치는 라인 등의 필요에 따라 그릴 수 있습니다.
직선 도면은 기계적 마찰에 의해 알루미늄 합금의 표면에 직선을 가공하는 것을 의미합니다. 그것은 알루미늄 합금 표면 스크래치와 장식 알루미늄 플레이트 표면을 닦는 이중 역할을합니다. 연속 와이어 드로잉과 간헐 와이어 드로잉의 두 종류가 있습니다. 연속 실은 정련 패드 또는 스테인리스 강 브러시를 사용하여 알루미늄 판의 표면을 연속적으로 수평으로 문질러서 (예 : 기존 장치로 손으로 연마하거나 알루미늄 판에 대머를 사용하여 브러시로 연마하여) 얻을 수 있습니다. 스테인레스 스틸 브러시의 와이어 직경을 변경하여 다른 두께 선을 얻습니다. 간헐적 인 실은 일반적으로 브러시 또는 스퀴지 (squeegee)에서 처리됩니다. 만드는 원리 : 같은 방향으로 회전하는 두 세트의 차동 회전 휠을 채택합니다. 상단 세트는 빠르게 회전하는 롤러입니다. 하단 세트는 천천히 회전하는 롤러입니다. 알루미늄 또는 알루미늄 합금 판은 두 세트의 롤러를 통과하여 브러시로 닦입니다. 섬세하고 간헐적 인 선.
무작위 패턴 그리기는 고속 동 와이어 브러시 아래에서 알루미늄 판을 앞뒤로 움직여 보이는 선이없는 불규칙한 매트 실크 패턴의 일종입니다. 이러한 종류의 가공은 알루미늄 또는 알루미늄 합금 판의 높은 표면 품질을 필요로합니다.
메아리는 대개 브러시 또는 스 크라이 빙기에서 만듭니다. 상부 연삭 롤러 세트의 축 방향 이동을 사용하여 알루미늄 합금 표면을 브러시로 닦아 웨이브 패턴을 얻었습니다.
회전으로도 알려진 회전은 원통형 펠트 또는 연마 용 나일론 휠을 드릴에 장착하고 등유 및 연마 페이스트 연마, 알루미늄 또는 알루미늄 합금 판 표면 회전 연삭 및 실크 패턴을 연마하여 사용합니다. 그것은 주로 둥근 사인과 작은 장식 다이얼 장식 처리에 사용됩니다.
나사는 축에 둥근 펠트가 장착 된 소형 모터로 테이블 위에 고정되어 있으며 테이블의 가장자리와 약 60 도의 각도를 이루고 차를 누르기위한 고정 알루미늄 판이있는 드래그 플레이트 드래그 플레이트에 만들어집니다. 직선 모서리를 가진 폴리 에스테르 필름은 실 경주를 제한하는 데 사용됩니다. 펠트의 회전 및 캐리지의 직선 운동에 의해, 동일한 폭을 갖는 나사 패턴이 알루미늄 판의 표면 상에 나선형으로 권취된다.
물론, 도금 후, 먼저 그려야합니다.
굽힘 및 기타 성형 전에 일반적으로 평면 와이어 드로잉입니다. 실제로, 표면 처리는 기판의 전처리에 대한 높은 요구 조건을 가지며, 그렇지 않으면 표면 처리가 차례로 기판의 결함을 증폭시킬 것이다.
플라스틱 부품의 표면 도면은 일반적으로 청동으로 처리됩니다. 브론 징 머신의 고온 및 고압 하에서 브론 징 필름의 물질은 플라스틱 표면으로 옮겨집니다. 다른 광택 필름은 다른 광택과 두께 선을 얻기 위해 사용됩니다. 이 프로세스는 많은 DVD 패널에서 사용됩니다. 요즘 시청각 제품에 사용되는 많은 마술 거울 장식 부품은 PMMA 시트의 표면에 반사 필름 (전기 도금에 유용합니다)입니다. 와이어 드로잉 외에도 알루미늄의 표면 처리는 마스킹을 커버 할 수있는 샌드 블라스팅에도 일반적으로 사용됩니다. 마크 및 미적 외관의 역할 플라스틱 부품의 표면에 유사한 효과를 줄 수있는 "핫 스탬핑"공정 (알루미늄 전이)도 있습니다.
핫 스탬핑 플레이트, 즉 가압 헤드 부분의 재료 선택과 관련하여 빨간색 구리가 더 나은 열 발산 및 열 전달을 가지며 금속 중 중성 재료이기 때문에 적색 구리 재료가 가장 좋습니다 너무 부드럽고 너무 가벼운. 열심히, 가공하기 쉽고, 일정 정도의 탄성이 있고, 내구성이 좋다. 그러나 실제 사용에서, 많은 제조자는 재료의 비용을 삭감하는 알루미늄 합금 인쇄판을 선택한다, 그래서 뜨거운 격판 덮개의 생산비는 약간을 저장할 수있다 그러나 알루미늄 때문에 물자는 너무 연약하고 그것의 서비스 기간은 빈약하다. 일괄 처리가 큰 경우 재판에 시간이 걸릴 수 있으며 제판 수수료는 저렴하지 않습니다. 따라서 물질 선택 문제는 포괄적으로 고려되어야한다.